
Жибек жалтырак тез түстүү градиент өзгөртүү асан-үсөн көп түстүү 3D принтер PLA жипчеси
Продукциянын өзгөчөлүктөрү
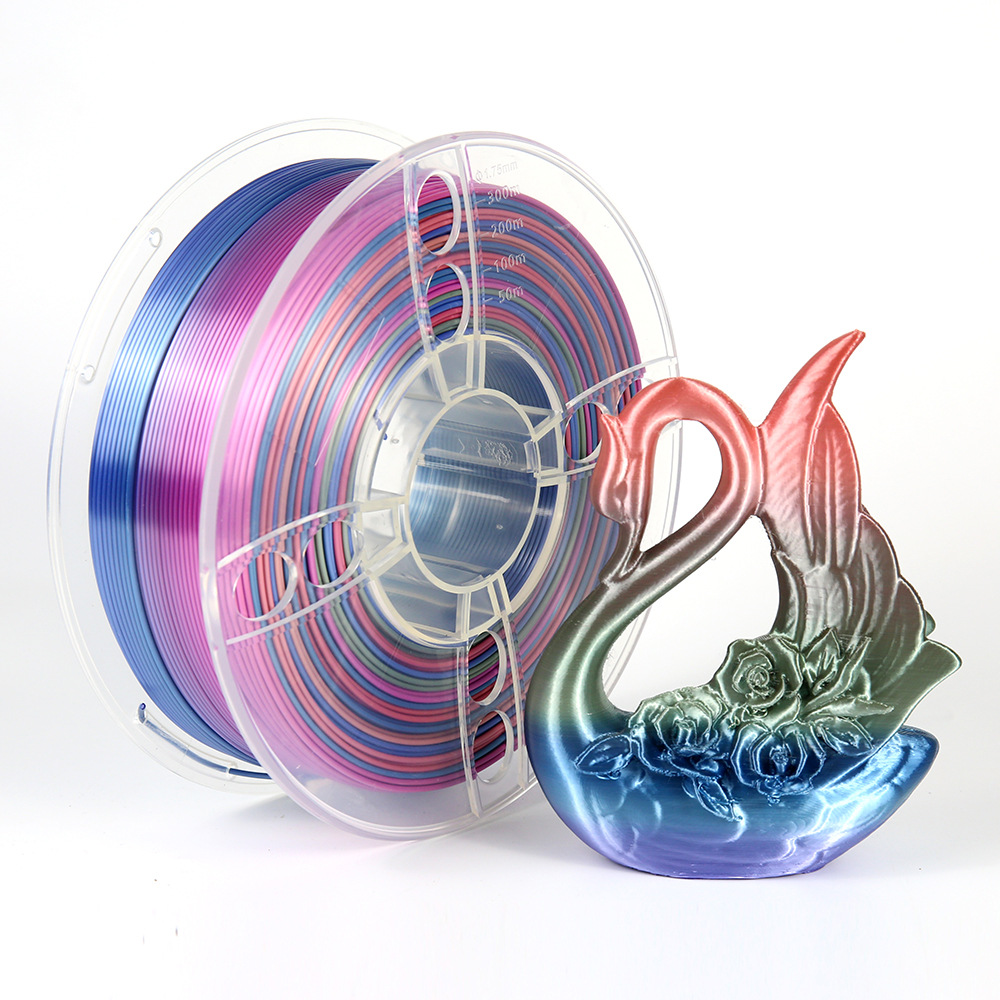
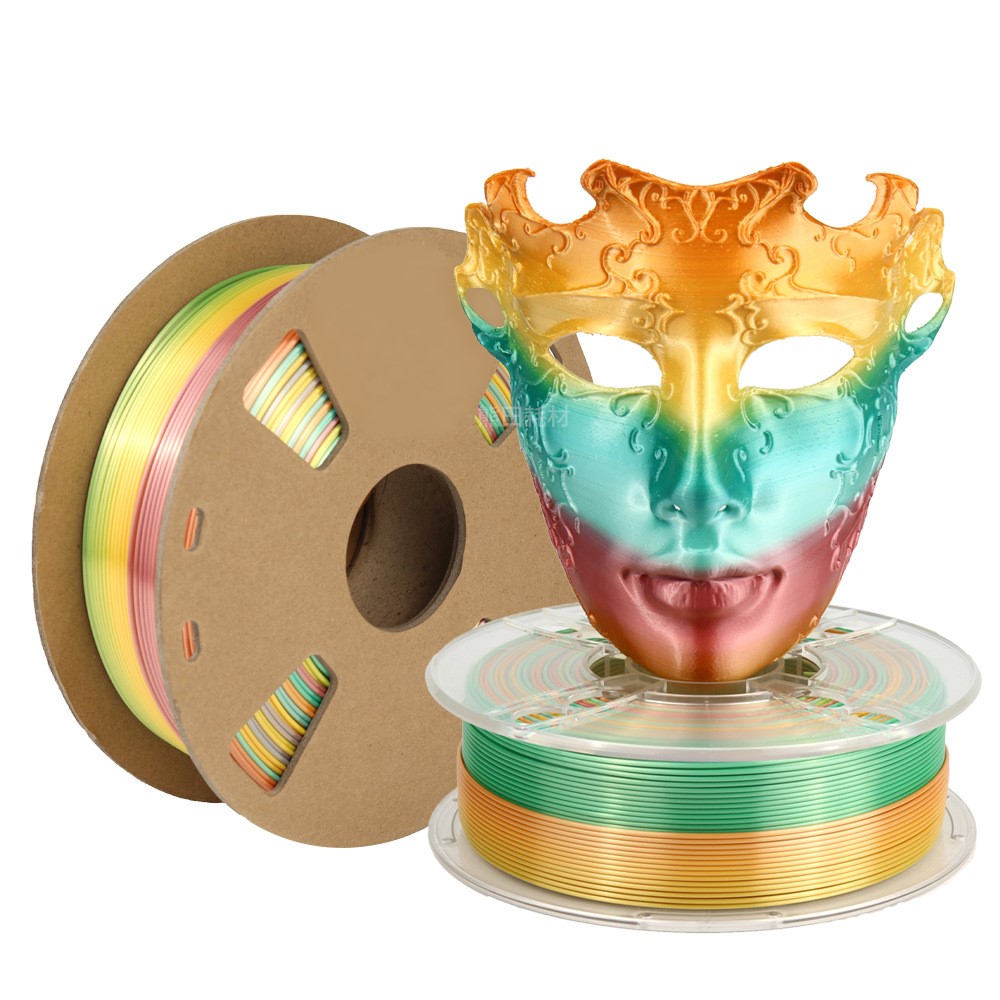
Torwell асан-үсөн көп түстүү жибек PLA жипчесинин уникалдуу өзгөчөлүгү - анын асан-үсөн түс эффектиси. Материал PLA жана башка заттардын аралашмасынан турат, бул басылган объектиге бир нече түстөрдүн градиент эффектин жаратат, бул аны көркөм жана декоративдик буюмдарды жасоо үчүн идеалдуу кылат. Мындан тышкары, Torwell асан-үсөн көп түстүү жибек PLA жипчеси эң сонун механикалык касиеттерге жана жылтырак бетке ээ, бул басылган объектинин жогорку сапатта жана узак мөөнөттүү колдонулушун камсыз кылат.
| Бренд | TОруэлл |
| Материал | полимердик композиттер Pearlescent PLA (NatureWorks 4032D)) |
| Диаметри | 1.75мм/2.85мм/3.0мм |
| Таза салмагы | 1 кг/катушка; 250 г/катушка; 500 г/катушка; 3 кг/катушка; 5 кг/катушка; 10 кг/катушка |
| Жалпы салмак | 1,2 кг/катушка |
| Толеранттуулук | ± 0,03 мм |
| Узундугу | 1.75мм(1кг) = 325м |
| Сактоо чөйрөсү | Кургак жана желдетилген |
| Кургатуу жөндөөсү | 55˚C 6 саат бою |
| Колдоочу материалдар | Torwell HIPS, Torwell PVA менен колдонуңуз |
| Сертификациялоону бекитүү | CE, MSDS, Reach, FDA, TUV жана SGS |
| Шайкеш келет | Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, Bambu Lab X1, AnkerMaker жана башка FDM 3D принтерлери |
Моделдер көргөзмөсү




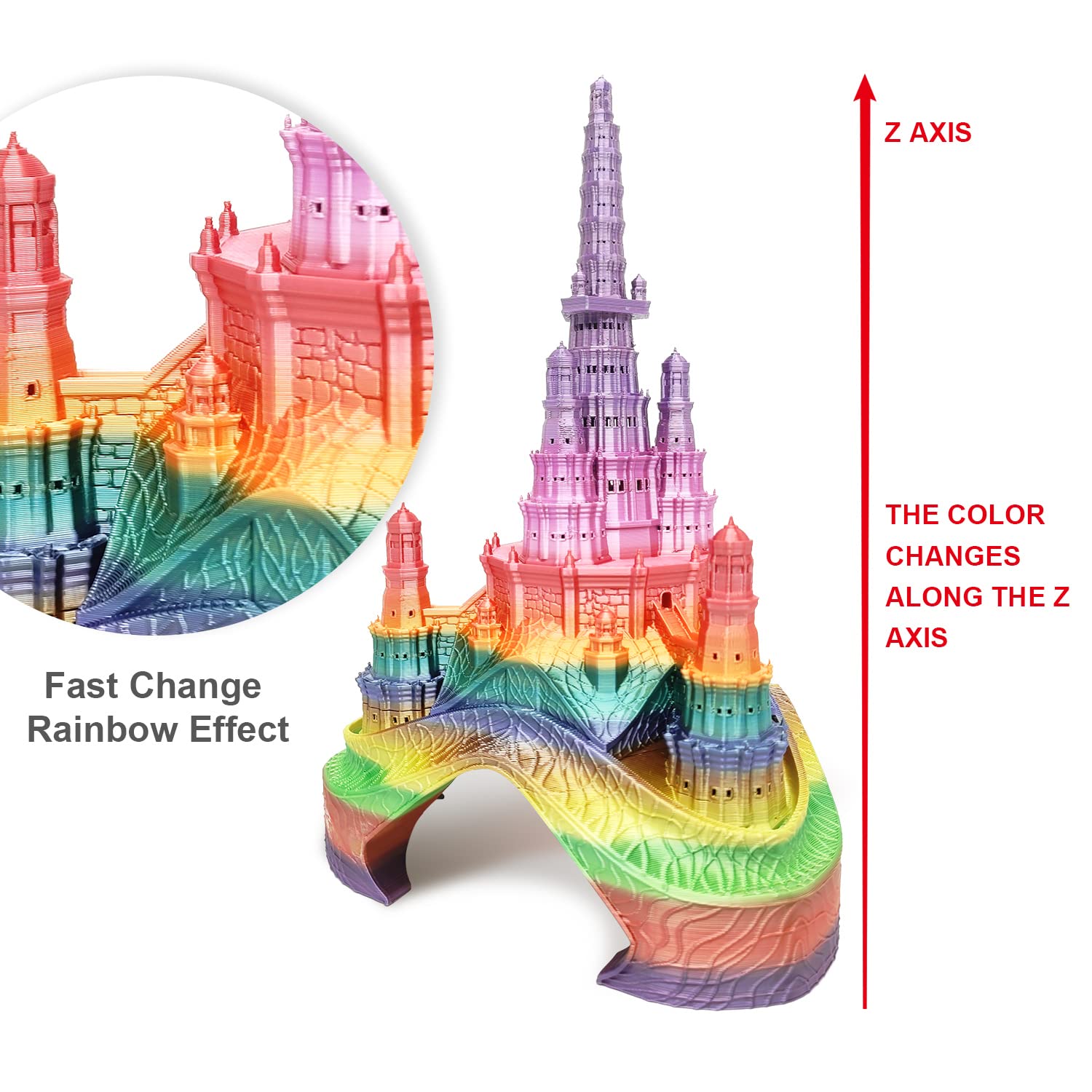
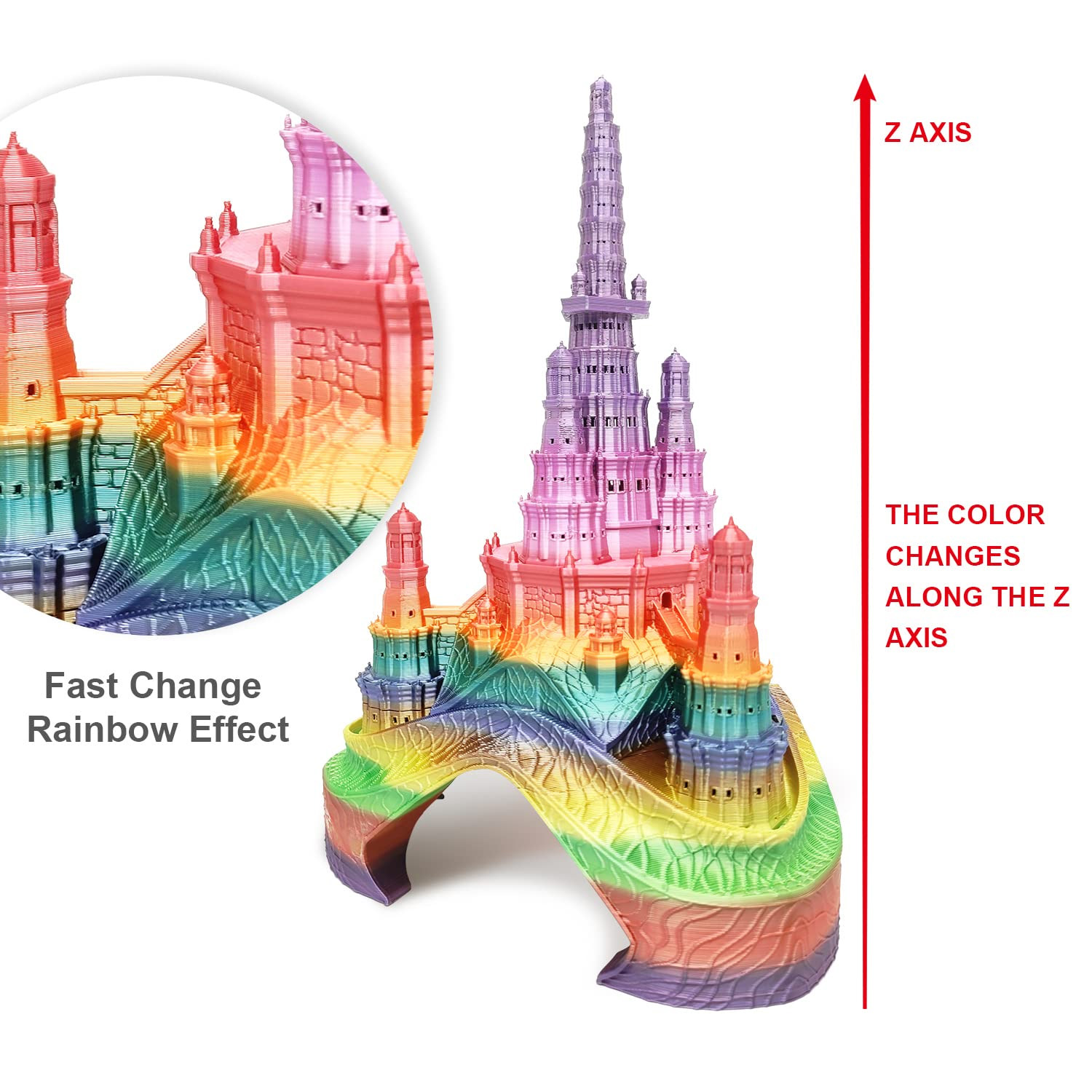
Уникалдуу жибек металл түстүү асан-үсөн түстүү көп түстүү:
Бул градиенттик түс, ар бир 3-5 метр сайын түсү өзгөрөт, бир түстөн экинчисине кокустук менен өтүү; 3D басып чыгаруу дүйнөсүндөгү инновацияңызды жана дизайныңызды абдан жакшы колдогон бир катушка жипчесинде көп уникалдуу түстөгү буюмдарды басып чыгаруу укмуш!
Сертификаттар:
ROHS; REACH; SGS; MSDS; TUV


| Тыгыздык | 1,21 г/см33 |
| Эритинди агымынын индекси (г/10 мүн) | 4.7(190℃/2.16кг) |
| Жылуулуктун бурмалоо температурасы | 52℃, 0.45MPa |
| Созуу күчү | 72 МПа |
| Үзүлүүдөгү узаруу | 14,5% |
| Ийилүүнүн күчү | 65 МПа |
| Ийилүүчү модуль | 1520 МПа |
| IZOD таасир күчү | 5,8 кДж/㎡ |
| Бышыктыгы | 4/10 |
| Басып чыгаруу мүмкүнчүлүгү | 9/10 |
1. Асан-үсөн көп түстүү жибек PLA жипчеси менен эң жакшы басып чыгаруу эффектине жетүү үчүн, диаметри 0,4 мм же андан кичирээк болгон форсунканы колдонуу сунушталат. Кичинекей форсунка диаметрлери деталдарды жана беттин сапатын жакшыртат. Сунушталган басып чыгаруу температурасы 200-220°C ортосунда, ал эми катмардын температурасы 45-65°C ортосунда. Оптималдуу басып чыгаруу ылдамдыгы 50-60 мм/с тегерегинде, ал эми катмардын бийиктиги 0,1-0,2 мм ортосунда болушу керек.
2. Ар бир колдонгондон кийин жипченин учун бекитип коюңуз, мисалы, кийинки жолу колдонгондо жипченин чаташып калышына жол бербөө үчүн жипченин бош учун тешикке киргизиңиз.
3. Жипчеңиздин иштөө мөөнөтүн узартуу үчүн, аны кургак, оозу жабылган баштыкта же кутуда сактаңыз.
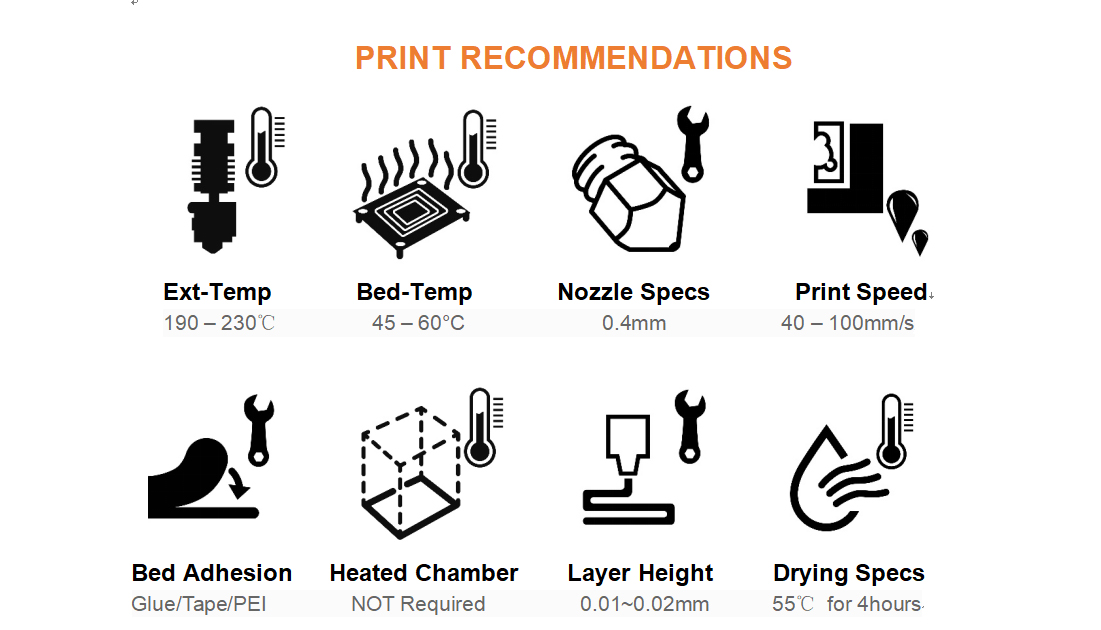
| Экструдердин температурасы (℃) | 190 – 230℃Сунушталган 215℃ |
| Төшөктүн температурасы (℃) | 45 – 65°C |
| Nozzle өлчөмү | 0,4 мм |
| Вентилятордун ылдамдыгы | 100% күйүк |
| Басып чыгаруу ылдамдыгы | 40 – 100 мм/с |
| Жылытылган керебет | Кошумча |
| Сунушталган курулуш беттери | Желим менен айнек, маска кагазы, көк скотч, BuilTak, PEI |
Басып чыгаруу боюнча кеңештер:
1) Асан-үсөн көп түстүү жибек PLA жипчеси менен эң жакшы басып чыгаруу эффектине жетүү үчүн, диаметри 0,4 мм же андан кичирээк болгон форсунканы колдонуу сунушталат. Кичинекей форсунка диаметрлери деталдарды жана беттин сапатын жакшыртат. Сунушталган басып чыгаруу температурасы 200-220°C ортосунда, ал эми катмардын температурасы 45-65°C ортосунда. Оптималдуу басып чыгаруу ылдамдыгы 50-60 мм/с тегерегинде, ал эми катмардын бийиктиги 0,1-0,2 мм ортосунда болушу керек.
2) Ар бир колдонгондон кийин жипченин учун бекитип коюңуз, мисалы, кийинки жолу колдонгондо жипче чаташып калбашы үчүн жипченин бош учун тешикке киргизиңиз.
3) Жипчеңиздин иштөө мөөнөтүн узартуу үчүн, аны кургак, оозу жабылган баштыкта же кутуда сактаңыз.