



PLA жипчеси боз түстөгү катушка, 1 кг

| Бренд | Торвелл |
| Материал | Стандарттык PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Диаметри | 1.75мм/2.85мм/3.0мм |
| Таза салмагы | 1 кг/катушка; 250 г/катушка; 500 г/катушка; 3 кг/катушка; 5 кг/катушка; 10 кг/катушка |
| Жалпы салмак | 1,2 кг/катушка |
| Толеранттуулук | ± 0,02 мм |
| Сактоо чөйрөсү | Кургак жана желдетилген |
| Кургатуу жөндөөсү | 55˚C температурада 6 саат |
| Колдоочу материалдар | Torwell HIPS, Torwell PVA менен колдонуңуз |
| Сертификациялоону бекитүү | CE, MSDS, Reach, FDA, TUV жана SGS |
| Шайкеш келет | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker жана башка FDM 3D принтерлери |
| Пакет | 1 кг/катушка; 8 катушка/ctn же 10 катушка/ctn кургаткычтары бар жабык желим баштык |
Тандоо үчүн түс:
Түсү бар
Кадимки сериялар:Ак, Кара, Кызыл, Көк, Сары, Жашыл, Жаратылыш, Күмүш, Боз, Тери, Алтын, Кызгылт, Кызгылт көк, Кызгылт сары, Сары-алтын, Жыгач, Рождестволук жашыл, Галактика көк, Асман көк, Тунук
Флуоресценттик сериялар:Флуоресценттик кызыл, Флуоресценттик сары, Флуоресценттик жашыл, Флуоресценттик көк
Жаркыраган сериялар:Жаркыраган жашыл, Жаркыраган көк
Түстү өзгөртүүчү сериялар:Көк жашылдан сары жашылга, көктөн акка, кызгылт көктөн кызгылтка, боздон акка
Жекече түстөр бар. Сиз жөн гана бизге RAL же Pantone кодун билдирип коюңуз.

Басып чыгаруу моделдеринин көргөзмөсү

Пакеттин чоо-жайы
Вакуумдук таңгактагы кургаткычы бар 1 кг рулон PLA жипчеси.
Ар бир катушка өзүнчө кутучада (Торвелл кутучасы, Нейтралдуу кутуча же Ыңгайлаштырылган кутуча бар).
Бир кутуда 8 куту (кутучанын өлчөмү 44x44x19 см).

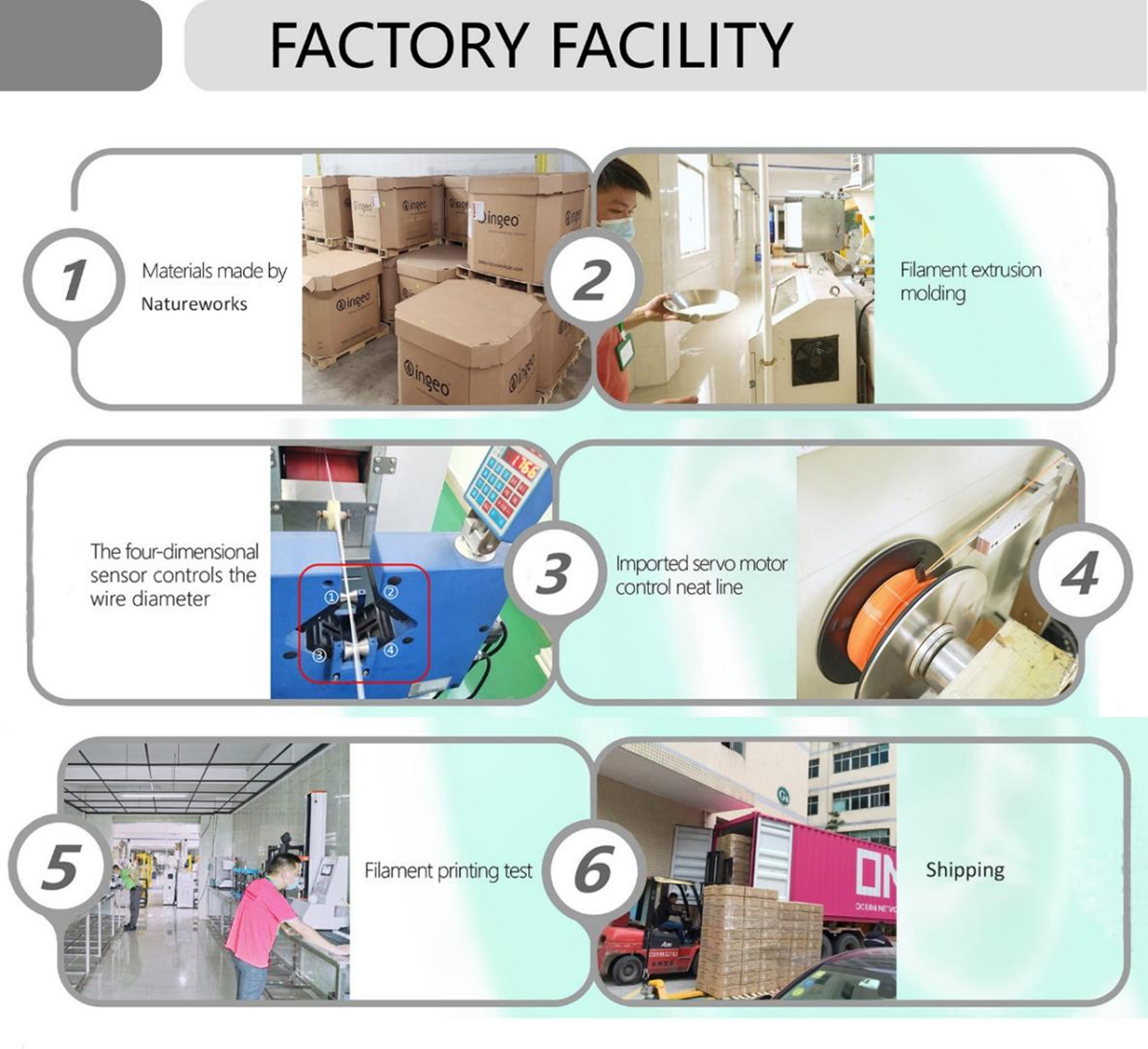
Torwell компаниясы 3D жипчелерин изилдөө жана иштеп чыгуу жаатында 10 жылдан ашык тажрыйбага ээ жана PLA, PLA+, PETG, ABS, TPU, жыгач PLA, жибек PLA, мрамор PLA, ASA, көмүртек буласы, нейлон, PVA, металл, тазалоочу жипче ж.б. сыяктуу ар кандай жипчелерди чыгарат. Жогорку сапаттагы ири масштабдагы 3D жипчелери, бул бардык кеңири таралган 1,75 мм FDM 3D принтерлери үчүн продукциянын үнөмдүү жана ишенимдүү болушуна өбөлгө түзөт.
PLA жипчесин басып чыгаруу боюнча кеңештер
PLA жипчесин 3D басып чыгарууга жардам берүү үчүн, биз PLA жипчеси менен басып чыгаруу үчүн бир нече кеңештерди колдонуу боюнча 5 кеңешибизди беребиз:
1. Температура
PLA жипчеси менен басып чыгарууда, баштапкы температураны 195 °Cден баштоо сунушталат, бул сизге ийгиликке жетүү үчүн эң жакшы мүмкүнчүлүк берет. Андан кийин температураны 5 градуска төмөндөтүүгө же көбөйтүүгө болот, ошондо алар бири-бирин толуктап тургандай кылып, басманын туура сапатына жана бекемдигине жетишүүгө болот. Курулуш пластинасына адгезияны жакшыртуу үчүн, басма катмарын 60 градуска чейин ысыткан жакшы.
2. Температура өтө жогору
Эгерде температура өтө жогору болсо, жиптер пайда болот. Экструдер басып чыгаруу учурунда ар кайсы аймактардын ортосунда жылганда PLA материалын агып чыгат. Эгер мындай болуп калса, анда сиз температураны төмөндөтүүңүз керек болот. Муну экструдер көп материалды агып чыгуусун токтотконго чейин ар бир кадам сайын 5 градус кадам менен жасаңыз.
3. Температура өтө төмөн
Эгерде басып чыгаруу температурасы өтө төмөн болсо, жипче мурунку катмарга жабышпай калат. Ал бетти одоно жана орой кылып көрсөтөт. Ошол эле учурда, тетик алсызыраак болуп, оңой эле ажырап кетиши мүмкүн. Эгер мындай болуп калса, басып чыгаруу башынын температурасын басып чыгаруу жакшы көрүнгөнгө жана ар бир катмардын сызык сегменттери туура келгенге чейин 5 градуска жогорулатуу керек. Натыйжада, жумуш аяктагандан кийин тетик бекем болот.
4. PLA жипчесин кургак кармаңыз
PLA материалын салкын жана караңгы жерде, жакшысы жабык баштыкта сактоо керек, бул PLA пластиктеринин сапатын сактоого жардам берет. Бул басып чыгаруу процессинин натыйжасы күтүлгөндөй болушун камсыздайт.
| Тыгыздык | 1,24 г/см33 |
| Эритинди агымынын индекси (г/10 мүн) | 3.5(190℃/2.16кг) |
| Жылуулуктун бурмалоо температурасы | 53℃, 0.45MPa |
| Созуу күчү | 72 МПа |
| Үзүлүүдөгү узаруу | 11,8% |
| Ийилүүнүн күчү | 90 МПа |
| Ийилүүчү модуль | 1915 МПа |
| IZOD таасир күчү | 5,4 кДж/㎡ |
| Бышыктыгы | 4/10 |
| Басып чыгаруу мүмкүнчүлүгү | 9/10 |
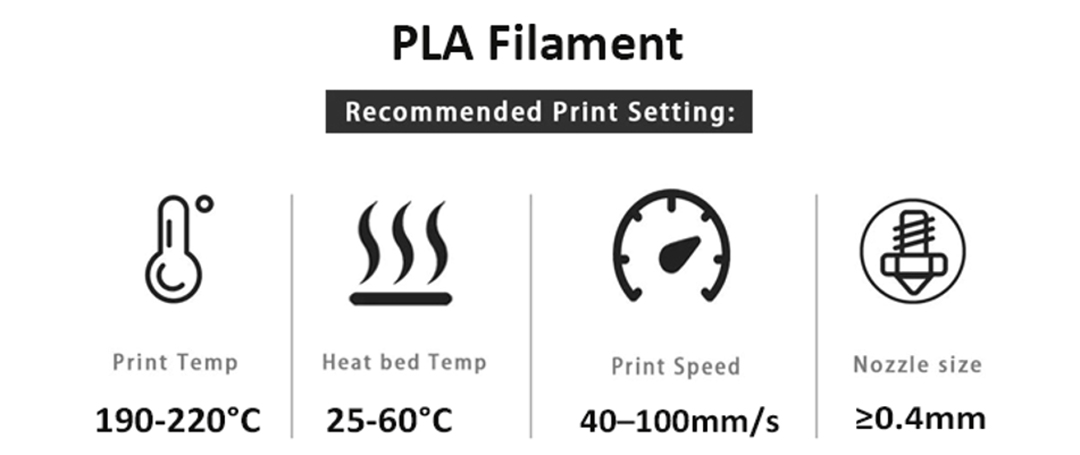
| Экструдердин температурасы (℃) | 190 – 220℃ |
| Төшөктүн температурасы (℃) | 25 – 60°C |
| Соргучтун өлчөмү | ≥0,4 мм |
| Вентилятордун ылдамдыгы | 100% күйүк |
| Басып чыгаруу ылдамдыгы | 40 – 100 мм/с |
| Жылытылган керебет | Кошумча |
| Сунушталган курулуш беттери | Желим менен айнек, маска кагазы, көк скотч, BuilTak, PEI |








