






3D басып чыгаруу үчүн көп түстүү PETG жипчеси, 1,75 мм, 1 кг
Продукциянын өзгөчөлүктөрү

✔️100% түйүнсүз-Көпчүлүк DM/FFF 3D принтерлери менен шайкеш келген идеалдуу жипче ороо. Басып чыгаруудагы катачылыкка чыдоонун кажети жок.fчаташып калган көйгөйдөн улам 10 саат же андан көп басып чыгарууга туура келбеши мүмкүн.
✔️Жакшыраак физикалык күч-PLAга караганда жакшы физикалык күч. Сынбаган рецепт жана катмардын жакшы байланыш күчү функционалдык бөлүктөрүн ишке ашырууга мүмкүндүк берет.
✔️Жогорку температура жана сырткы көрүнүш-PLA жипчесине караганда 20°C жумушчу температура жогорулаган, жакшы химиялык жана күн нуруна туруктуу, ал тургай сыртта колдонууга да ылайыктуу.
✔️Эч кандай бурмалоо жана так диаметр-Биринчи катмардын эң сонун адгезиясы, кыйшайышын, бүктөлүшүн жана басылып чыкпай калышын азайтат. Диаметрди жакшы көзөмөлдөйт.
| Бренд | Торвелл |
| Материал | SkyGreen K2012/PN200 |
| Диаметри | 1.75мм/2.85мм/3.0мм |
| Таза салмагы | 1 кг/катушка; 250 г/катушка; 500 г/катушка; 3 кг/катушка; 5 кг/катушка; 10 кг/катушка |
| Жалпы салмак | 1,2 кг/катушка |
| Толеранттуулук | ± 0,02 мм |
| Узундугу | 1,75 мм (1 кг) = 325 м |
| Сактоо чөйрөсү | Кургак жана желдетилген |
| Кургатуу жөндөөсү | 65˚C температурада 6 саат |
| Колдоочу материалдар | Torwell HIPS, Torwell PVA менен колдонуңуз |
| Сертификациялоону бекитүү | CE, MSDS, Reach, FDA, TUV, SGS |
| Шайкеш келет | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker жана башка FDM 3D принтерлери |
| Пакет | 1 кг/катушка; 8 катушка/ctn же 10 катушка/ctn кургаткычтары бар жабык желим баштык |
Көбүрөөк түстөр
Түсү бар
| Негизги түс | Ак, Кара, Кызыл, Көк, Сары, Жашыл, Боз, Күмүш, Кызгылт сары, Тунук |
| Башка түс | Ыңгайлаштырылган түс бар |

Биз чыгарган ар бир түстүү жип Pantone түстөрдү дал келтирүү системасы сыяктуу стандарттуу түс системасына ылайык иштелип чыгат. Бул ар бир партия менен бирдей түстү камсыз кылуу, ошондой эле бизге көп түстүү жана жеке түстөр сыяктуу атайын түстөрдү чыгарууга мүмкүндүк берүү үчүн маанилүү.
Көрсөтүлгөн сүрөт буюмдун чагылдырылышы болуп саналат, ар бир монитордун түсүнө жараша түсү бир аз айырмаланышы мүмкүн. Сатып алардан мурун өлчөмүн жана түсүн эки жолу текшериңиз.
Моделдер көргөзмөсү

Пакет
TОруэллPETG жипчеси кургатуучу баштык менен жабылган вакуумдук баштыкта келет, 3D принтер жипчеңизди оптималдуу сактоо шартында жана чаңдан же кирден оңой сактаңыз.

Вакуумдук таңгактагы кургаткычы бар 1 кг рулон PETG жипчеси.
Ар бир катушка өзүнчө кутучада (Торвелл кутучасы, Нейтралдуу кутуча же Ыңгайлаштырылган кутуча бар).
Бир кутуда 8 куту (кутучанын өлчөмү 44x44x19 см).
Кантип сактоо керек
1. Эгер принтериңизди бир нече күндөн ашык убакытка иштебей калтыра турган болсоңуз, принтердин учтарын коргоо үчүн жипти кайра тартып алыңыз.
2. Жипченин иштөө мөөнөтүн узартуу үчүн, ачылуучу жипчени баштапкы вакуумдук баштыкка салып, басып чыгаргандан кийин салкын жана кургак жерде сактаңыз.
3. Жипти сактап жатканда, кийинки жолу колдонгондо туура өткөрүшү үчүн, жиптин оролуп калышына жол бербөө үчүн, бош учун жиптин катушкасынын четиндеги тешиктер аркылуу өткөрүңүз.
Заводдук жай

Көп берилүүчү суроолор
A: материал толугу менен автоматташтырылган жабдуулар менен жасалган жана машина зымды автоматтык түрдө ороп салат. Жалпысынан алганда, ороп-ороп жатканда эч кандай көйгөйлөр болбойт.
A: көбүкчөлөрдүн пайда болушуна жол бербөө үчүн, биздин материал өндүрүштөн мурун бышырылат.
A: зымдын диаметри 1,75 мм жана 3 мм, 15 түс бар, ошондой эле чоң буйрутма болсо, каалаган түсүңүздү өзгөртө аласыз.
A: биз материалдарды чаң соргуч менен иштетип, керектелүүчү материалдарды нымдуу кылып жайгаштырабыз, андан кийин ташуу учурунда бузулуудан коргоо үчүн аларды картон кутуга салабыз.
A: биз кайра иштетүү жана өндүрүү үчүн жогорку сапаттагы чийки заттарды колдонобуз, кайра иштетилген материалдарды, сопло материалдарын жана экинчилик иштетүү материалдарын колдонбойбуз жана сапатына кепилдик берилет.
A: Ооба, биз дүйнөнүн ар бир бурчунда бизнес жүргүзөбүз, жеткирүү акысы жөнүндө толук маалымат алуу үчүн биз менен байланышыңыз.
| Тыгыздык | 1,27 г/см33 |
| Эритинди агымынын индекси (г/10 мүн) | 20 (250℃/2.16кг) |
| Жылуулуктун бурмалоо температурасы | 65℃, 0.45MPa |
| Созуу күчү | 53 МПа |
| Үзүлүүдөгү узаруу | 83% |
| Ийилүүнүн күчү | 59.3 МПа |
| Ийилүүчү модуль | 1075 МПа |
| IZOD таасир күчү | 4.7 кДж/㎡ |
| Бышыктыгы | 8/10 |
| Басып чыгаруу мүмкүнчүлүгү | 9/10 |
PETG менен басып чыгаруунун негиздерин өздөштүргөндөн кийин, аны басып чыгаруу оңой экенин жана кеңири температура диапазонунда эң сонун чыгаарын байкайсыз. Ал өтө аз кичирейгендиктен, чоң жалпак басып чыгаруулар үчүн да эң сонун. Бекемдиктин, аз кичирейүүнүн, жылмакай жасалгалоонун жана жогорку ысыкка туруктуулуктун айкалышы PETGди PLA жана ABSке күнүмдүк идеалдуу альтернатива кылат.
Башка өзгөчөлүктөргө катмардын мыкты адгезиясын, кислоталарды жана сууну кошо алганда химиялык туруктуулукту камтыйт.ОруэллPETG жипчеси туруктуу сапат, жогорку өлчөмдүү тактык менен мүнөздөлөт жана ар кандай принтерлерде кеңири сыналган; абдан күчтүү жана так басылмаларды берет.
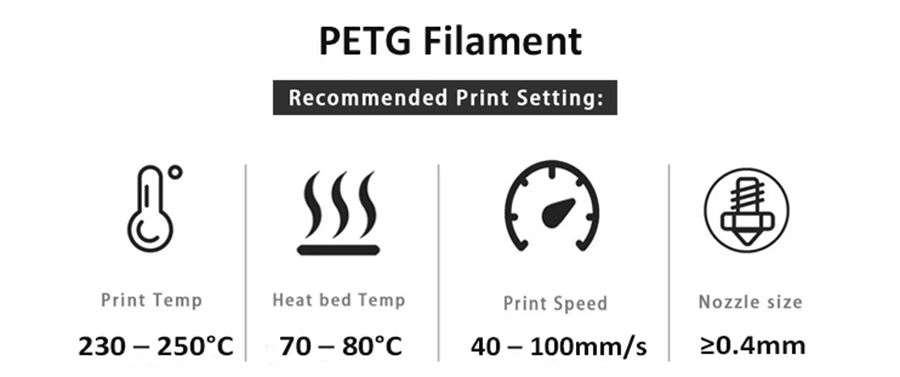
| Экструдердин температурасы (℃) | 230 – 250℃ Сунушталган 240℃ |
| Төшөктүн температурасы (℃) | 70 – 80°C |
| Соргучтун өлчөмү | ≥0,4 мм |
| Вентилятордун ылдамдыгы | Беттин сапатын жакшыртуу үчүн ТӨМӨН / Бышыктыгын жакшыртуу үчүн ӨЧҮРҮҮ |
| Басып чыгаруу ылдамдыгы | 40 – 100 мм/с |
| Жылытылган керебет | Талап кылынат |
| Сунушталган курулуш беттери | Желим менен айнек, маска кагазы, көк скотч, BuilTak, PEI |
- Ошондой эле, 230°C – 2 ортосунда эксперимент жасай аласыз5Басып чыгаруунун идеалдуу сапатына жеткенге чейин 0°C температурада кармаңыз. 240°C, адатта, жакшы башталыш чекити болуп саналат.
- Эгерде тетиктер алсыз болуп көрүнсө, басып чыгаруу температурасын жогорулатыңыз.PETG максималдуу күчкө 25тин тегерегинде жетет0°C
- Катмарлуу муздатуу желдеткичи басылып жаткан моделге жараша болот. Чоң моделдер, адатта, муздатууну талап кылбайт, бирок катмарлоо убактысы кыска болгон бөлүктөр/аймактар (майда деталдар, бийик жана ичке ж.б.) бир аз муздатууну талап кылышы мүмкүн, адатта болжол менен 15% жетиштүү, ал эми өтө ашып кеткен жерлер үчүн сиз максимум 50%га чейин жетишиңиз мүмкүн.
- Басып чыгаруу төшөгүңүздүн температурасын болжол менен коюңуз75°C +/- 10(мүмкүн болсо, алгачкы бир нече катмар үчүн ысыгыраак). Төшөктүн оптималдуу жабышуусу үчүн желим таякчасын колдонуңуз.
- PETGди жылытылган төшөккө кысуунун кажети жок, пластиктин жатышы үчүн көбүрөөк орун калтыруу үчүн Z огунда бир аз чоңураак боштук калтыруу керек. Эгерде экструдердин форсункасы төшөккө же мурунку катмарга өтө жакын болсо, ал тайып, форсунканын айланасында жиптерди жана топтолуштарды пайда кылат. Басып чыгарууда тайып кетүү болбой калганга чейин, форсунканы төшөктөн 0,02 мм кадам менен алыстатууну сунуштайбыз.
- Желим менен айнекке же сүйүктүү басма бетиңизге басып чыгарыңыз.
- PETG материалын басып чыгаруудан мурун эң жакшы ыкма - аны колдонуудан мурун (жаңы болсо дагы) кургатуу, 65°C температурада кеминде 4 саат кургатуу. Мүмкүн болсо, 6-12 саат кургатуу. Кургатылган PETG кайра кургатуудан мурун болжол менен 1-2 жумага чейин кургашы керек.
- Эгерде басма өтө жиптүү болсо, анда бир аз азыраак экструзия жасап көрүңүз. PETG ашыкча экструзияга (бүктөлүп калуу ж.б.) сезгич болушу мүмкүн – эгер сизде ушундай көрүнүш болсо, кескичтеги экструзия жөндөөсүн ал токтогонго чейин ар бир жолу бир аз басыңыз.
- Сал жок. (эгерде басма төшөгү жылытылбаса, анын ордуна 5 же андан көп мм туурасындагы четин колдонууну карап көрүңүз.)
- Басып чыгаруу ылдамдыгы 30-60 мм/с








