





Кош түстүү жибек PLA 3D жипчеси, бермет түстүү 1,75 мм, биргелешип экструзияланган асан-үсөн
Продукциянын өзгөчөлүктөрү

Торвеллдин кош түстүү биргелешип экструзия жипчеси
Кадимки түсүн өзгөртүүчү асан-үсөн PLA жипчесинен айырмаланып, бул сыйкырдуу 3D жипчесинин ар бир дюйму кош түстөн жасалган. Ошондуктан, сиз бардык түстөрдү, атүгүл өтө кичинекей басылмалар үчүн да оңой ала аласыз.
Кереметтүү деталдар жылмакай жана жылтырак
Бул 3D принтер жипчесинин кооз көрүнүшүнүн себеби - сонун жибек PLA жипчесинин бети.
| Bранд | TОруэлл |
| Материал | полимердик композиттер Pearlescent PLA (NatureWorks 4032D) |
| Диаметри | 1,75 мм |
| Таза салмагы | 1кг/катушка; 250г/катушка; 500г/катушка; |
| Жалпы салмак | 1,2 кг/катушка |
| Толеранттуулук | ± 0,03 мм |
| Lузундук | 1.75мм(1кг) = 325м |
| Сактоо чөйрөсү | Кургак жана желдетилген |
| Кургатуу жөндөөсү | 55˚C температурада 6 саат |
| Колдоочу материалдар | Төмөнкү менен колдонууTorwell HIPS, Torwell PVA |
| Сертификациялоону бекитүү | CE, MSDS, Reach, FDA, TUV жана SGS |
| Шайкеш келет | Makerbot, UP, Felix, Reprap,Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker жана башка FDM 3D принтерлери |
| Пакет | 1 кг/катушка; 8 катушка/ctn же 10 катушка/ctnкургаткычтары бар жабык желим баштык |
Көбүрөөк түстөр
Түсү бар:
| Негизги түс | Ак, Кара, Кызыл, Көк, Сары, Жашыл, Күмүш, Боз, Алтын, Кызгылт сары, Кызгылт |
| Кардардын PMS түсүн кабыл алыңыз | |

Моделдер көргөзмөсү

Пакет

Заводдук жай

Torwell, 3D басып чыгаруу жипчелери боюнча 10 жылдан ашык тажрыйбасы бар эң сонун өндүрүүчү.
ЭСКЕРТҮҮ
• Жипти бурамастан, мүмкүн болушунча тик кармаңыз.
• Тартылган жарыктан же дисплейдин чечилишинен улам, сүрөттөр менен жипчелердин ортосунда бир аз түстүү айырмачылыктар бар.
• Ар кандай партиялардын ортосунда бир аз айырма бар, ошондуктан бир убакта жетиштүү жип сатып алуу сунушталат.
Көп берилүүчү суроолор
A: Платформа тегизделгенин, сопло менен платформанын бетинин ортосундагы аралык тийиштүү экенин, ошондо соплодон чыккан зым бир аз кысылганын текшериңиз.
B: Басып чыгаруу температурасын жана ысык катмардын температура жөндөөсүн текшериңиз. Сунушталган басып чыгаруу температурасы 190-220°C, ал эми ысык катмардын температурасы 40°C.
C: Платформанын бетин тазалоо керек же атайын бетти, желимди, чач лакын ж.б. колдонсоңуз болот.
D: Биринчи катмардын адгезиясы начар, аны биринчи катмардын экструзия сызыгынын туурасын көбөйтүү жана басып чыгаруу ылдамдыгын азайтуу менен жакшыртууга болот.
A: Жибек кездемесинин катуулугу PLAга караганда төмөн, анткени формуласы башкача.
B: Катмардын жакшыраак жабышуусу үчүн температураны жана сырткы дубалдардын санын көбөйтсөңүз болот.
C. жиптин үзүлүшүн алдын алуу үчүн аны кургак кармаңыз.
A: Өтө жогорку температура эригенден кийин жипченин суюктугун жогорулатышы мүмкүн, биз жипти азайтуу үчүн температураны төмөндөтүүнү сунуштайбыз.
B: Сиз басып чыгаруу саптоо тести менен эң жакшы тартуу аралыгын жана тартуу ылдамдыгын таба аласыз.
A: Кийинки жолу чаташып калбоо үчүн жибек жипчесинин бош учун тешиктерге киргизип коюңуз.
A: Нымдуулуктун алдын алуу үчүн ар бир басып чыгаруудан кийин жипченин жабык баштыкта же кутуда сакталганын текшериңиз.
B: Эгерде жипче нымдуулукка сиңип калган болсо, аны духовкада 40-45°C температурада 4-6 саат кургатыңыз.
| Тыгыздык | 1.25г/см33 |
| Эритинди агымынын индекси (г/10 мүн) | 11.3(190℃/2.16кг) |
| Жылуулуктун бурмалоо температурасы | 55℃, 0.45MPa |
| Созуу күчү | 57МПа |
| Үзүлүүдөгү узаруу | 21.5% |
| Ийилүүнүн күчү | 78МПа |
| Ийилүүчү модуль | 2700 МПа |
| IZOD таасир күчү | 6.3кДж/㎡ |
| Бышыктыгы | 4/10 |
| Басып чыгаруу мүмкүнчүлүгү | 9/10 |
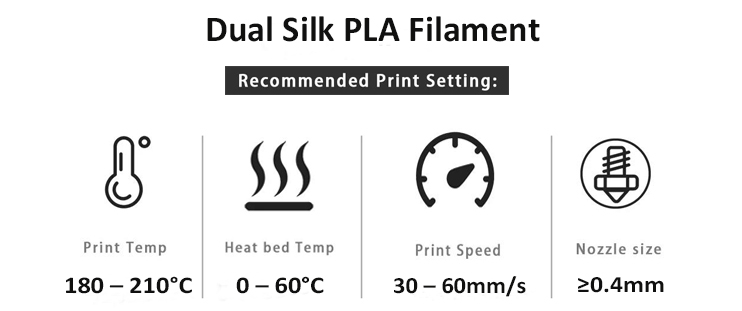
| Экструдердин температурасы (℃) | 190 – 220℃Сунушталган≤200℃жакшыраак жылтыратуу алуу |
| Төшөктүн температурасы (℃) | 0 – 60°C |
| Nozzle өлчөмү | ≥0,4 мм |
| Вентилятордун ылдамдыгы | 100% күйүк |
| Басып чыгаруу ылдамдыгы | 30 –60мм/с; Татаал объект үчүн 25-45мм/с, жеңил объект үчүн 45-60мм/с |
| Lайер бийиктиги | 0.2 мм |
| Жылытылган керебет | Кошумча |
| Сунушталган курулуш беттери | Желим менен айнек, маска кагазы, көк скотч, BuilTak, PEI |








